




【CCMT2016展品】 智能裝備、先進工藝技術及工裝附件
【CCMT2016展品】
智能裝備、先進工藝技術及工裝附件
CCMT2016展會以技術先進、展品眾多而著稱,展現了當代世界機床工具制造領域的最新技術水平和發展趨勢,本文將簡述其新產品和加工工藝新技術。

在“中國制造2025”和“工業4.0”的發展戰略背景下,本屆展會出現了許多智能制造和自動化加工設備,成為展會最突出的亮點。
(1)FANUC公司制定出被各國公認并采納的國際標準:展示了一款0+-MODEL F最新一代CNC產品。FANUC制定的NC.FANUC標準,已成為了各國公認的國際通用標準CNC。作為全球知名的數控系統和機器人供應商,FANUC公司一直追求更加方便、穩定地進行CNC與機器人的結合使用。本屆展會上展出了一條全程機器人自動化裝配生產線。

(2)重慶機床(集團)有限責任公司展出齒輪加工自動生產線:整條線由高效精密雙主軸數控車削中心、數控高速干切滾齒機、數控倒棱機、精密數控剃齒機及桁架自動物流線等組成,可完成齒輪零件從毛坯到成品包括精車、滾齒、倒棱、剃齒等加工工序在內的全部粗、精加工。
(3)沈陽機床集團公司:除了展出自己研制開發的i5數控系統外,還展示了數臺柔性加工單元,如由四臺加工中心與機器人匹配組合,實現自動上下料,并配置監控系統,實時監控加工情況。

本屆展會上,呈現出一大批新穎的加工工藝技術與方法。
(1)提高表面質量
在裝備制造中,許多產品曲面需要進行淬火處理,表面粗糙度要求高。零件經淬火處理后,其表面粗糙、硬度高,通常都選擇磨削加工,效率低。筆者認為本屆展會上有三種先進的加工工藝技術與方法,可提高和改善加工零件表面粗糙度。
滾光技術:展示廠家主要有德國寶力士、德國ECOROLL等公司。
滾光加工是通過滾動元件對金屬表面進行碾壓和擠壓產生塑性變形的過程,不會產生料屑,也不改變零件的精度和公差。通過滾光加工,加工零件表面可達到鏡面效果,具有很好的滑動性、密封性及結合性,同時可提高零件的強度和硬度。

技術特點:獲得高品質零件表面,表面粗糙度值小于Ra0.13;零件硬度較原磨削工藝提高15%~30%;零件耐磨性較原磨削工藝提高15%;提高零件配合穩定性;提高零件抗疲勞強度;提高加工效率。
滾光加工工藝技術可應用于幾乎所有旋轉對稱零件的內外表面加工。零件的外圓、內孔、曲面、錐孔等均可以選擇相應的滾光刀進行加工,加工硬度可大于60HRC。滾光刀的形式多樣,可根據零件的外形特點選擇相應的刀具。
拋光技術:德國OTEC公司展出了一款拖曳式拋光機,該裝備是通過帶動工件在磨料缸體內旋轉,獲得拋光效果。最初這種技術只是應用在珠寶首飾行業中,用于貴金屬表面的拋光;目前已成功應用在刀具、醫療器械等領域。該技術可有效改善外形復雜零件的表面粗糙度。該設備僅適合于中小零件拋光,對零件規格有一定的限制。
超聲波加工技術:本屆展會中展示超聲波加工技術的有豪克、上海極云、濟南輝騰等公司。超聲波金屬加工技術是利用金屬在常溫狀態下的冷塑性特點,運用高能超聲對金屬表面進行無研磨劑的研磨、強化和微小形變處理,使金屬表面粗糙度得以大幅度提高,同時可消除零件表面的殘余拉應力,提高零件抗疲勞強度和疲勞壽命。由于冷作硬化的作用,使零件的耐磨性與耐腐蝕性得到了提高。
(2)絲杠、螺紋加工新技術與方法
本屆展會中有多家企業展出了加工螺紋的旋風銑機床,主要有:德國Leistritz公司、南京彩云機械、山西豐源機械、常州澤爾達機械等公司。
該類機床主要應用于絲杠、蝸桿、螺桿等零件的加工。加工技術方式有外旋風銑技術、內旋風銑技術。采用旋風銑內包絡高速成型銑削,加工效率可提高5~20倍,還可采用CBN刀具對絲杠(HRC60)硬旋風銑削。旋風銑加工技術還可應用于內螺紋的加工。


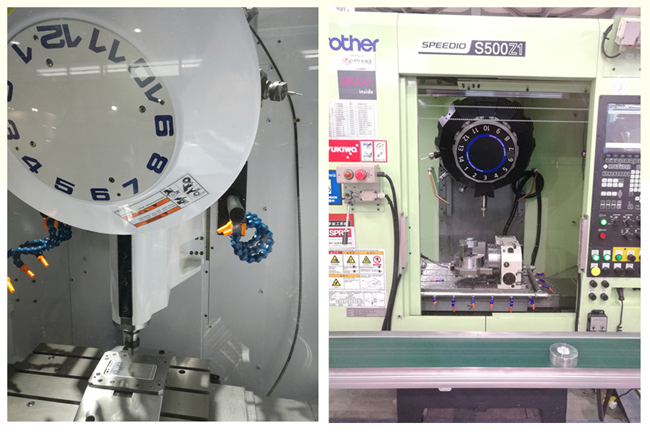
(1)新型加工中心刀庫
本屆的立式加工中心與往屆展品相比有較明顯的變化,機床外形變小,結構更加緊湊。加工中心刀庫大都采用了新型的結構形式,以往加工中心機床的刀庫通常安裝在機床的一側或上部,新型刀庫則是將刀庫集成安裝在主軸的旁邊或四周,換刀效率較原方式有很大提高。
(2)薄壁件專用卡盤
本屆展會中有數家公司展出了專門針對薄壁零件加工而設計的專用卡盤,主要廠家有:德國HWR、德國SMW、德國瀚柏格、英國PBI等公司。專用卡盤分為六點接觸、十二點接觸以及液壓浮動定心卡盤等幾種類型。
德國HWR公司的ino系列三爪六點浮動卡爪卡盤,讓傳統的三爪卡盤實現六爪夾持,減小了工件變形,節省夾持工件時間。Ino TOP為全新設計的復合卡爪,對于薄壁件的夾持極具創新性。夾緊力位于加工零件同一部位的內外兩側,由于二力抵消,零件不會發生變形。德國Stiefeimayer公司展示的液壓直驅式多爪浮動定心卡盤,每個卡爪均由一個小油缸直接驅動,各油缸之間可相互連通,具有靈敏的浮動功能。此類卡盤特別適用于變形敏感的零件加工。
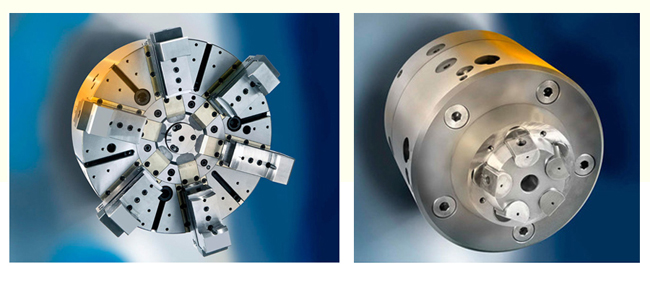
德國斯美沃歐特堡公司展出的2+2+2均衡式卡盤,為六爪設計,后拉動作,浮動爪為12點接觸,并設有離心力補償。它是專門用于夾持薄壁件的。
(3)自動伸縮式反刮刀
上海松德數控刀具公司推出了一款自動伸縮式反刮刀。展品為內置全自動刀體進出機構,適用于加工反沉孔或反刮端面。加工反沉孔或反刮端面的傳統加工工藝方法,通常是使用傳統的反刮刀具,操作困難,加工效率非常低。自動伸縮式反刮刀的推出有效地解決了這類問題。
(4)端驅頂尖
本屆展會上,有眾多附件廠家展示出新式端驅頂尖附件。顧名思義,這種頂尖可以從端面驅動零件轉動,無需用卡爪夾持。優點是在一次裝卡的情況下,不用重新裝卡加工卡爪的夾持部位,完成對軸類零件的所有外圓、臺階面加工。減少了裝卡次數,提高了加工效率和零件加工精度。
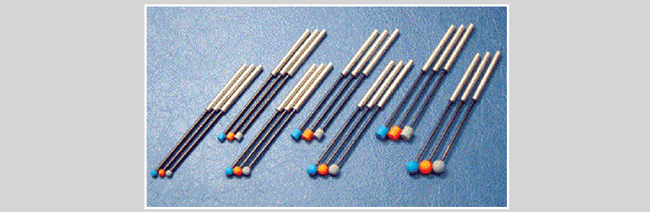
(5)交叉孔研磨棒
機床產品中很多零件有交叉孔,在鉗工去毛刺時,若深度太大,毛刺不易去除,操作困難。交叉孔研磨棒技術是將研磨棒伸入孔中,開啟帶電機手柄,即可輕松、方便、快捷去除交叉孔邊的毛刺,效率高。
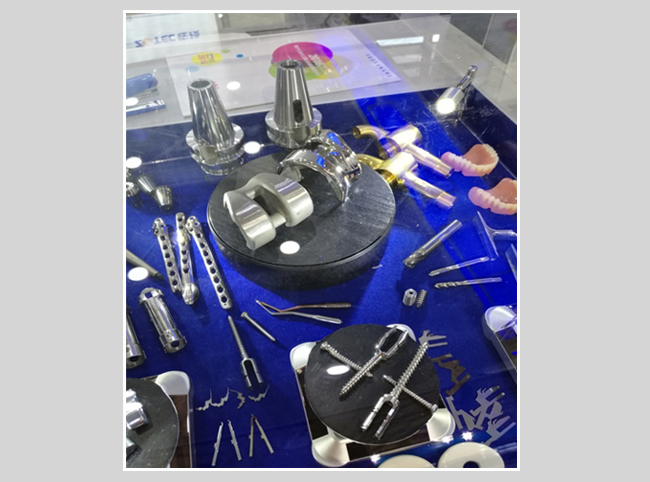
(6)非標刀具
無錫方寸工具有限公司是一家專業研制生產非標、特殊刀具的廠家,可根據用戶需求設計生產各類特殊復雜刀具。本屆展會上展示了幾種非標專用刀具。

通過本屆展會所展示的裝備制造加工工藝技術和方法,以及近年來不斷涌現的各種創新的先進加工制造的工藝控制技術和方法,反映出世界各發達國家在加工工藝技術方面的發展速度非常迅猛,目前核心技術大多為國外先進企業所掌控。當國際先進制造企業已使用高效、高精、智能化、綠色制造的先進加工技術時,我們還在使用傳統的陳舊加工工藝與方法,其效率、精度、加工成本與國外先進企業相比還有較大差距。為此,我們需加倍努力,不斷創新,強化工藝性研究,提倡“工匠”精神,努力提高加工工藝控制技術水平。同時也需積極“走出去,引進來”,借鑒、引進、學習國際上新的技術,只有這樣我們才有可能更好地發展我國裝備制造業的先進加工制造工藝控制技術和方法,并將我國裝備制造技術提升到更高水平。
(張玉龍 武漢重型機床集團有限公司)


