




境內(nèi)市場(chǎng)動(dòng)態(tài)
WMEM|探尋新能源汽車驅(qū)動(dòng)電機(jī)的制造與應(yīng)用
WMEM|探尋新能源汽車驅(qū)動(dòng)電機(jī)的制造與應(yīng)用

【摘要】介紹了新能源汽車常用驅(qū)動(dòng)電機(jī)類型及性能,從定子總成、轉(zhuǎn)子總成、定轉(zhuǎn)子合裝測(cè)試三個(gè)方面講述通常工藝路線,給出驅(qū)動(dòng)電機(jī)降本發(fā)展對(duì)策。
當(dāng)下,國(guó)內(nèi)新能源汽車銷售勢(shì)頭火爆,2021上半年的累計(jì)銷量追平2020全年總銷量,達(dá)到100.7萬(wàn)輛。作為新能源汽車三大核心部件之一的驅(qū)動(dòng)電機(jī),必須持續(xù)提高動(dòng)力輸出,不斷降低生產(chǎn)成本,方能有效滿足購(gòu)車者對(duì)所選愛(ài)車低價(jià)高配的需求。也只有這樣,新能源汽車銷量才會(huì)持續(xù)猛增。
1. 驅(qū)動(dòng)電機(jī)類型及性能
驅(qū)動(dòng)電機(jī)是新能源汽車的動(dòng)力源,類似常規(guī)燃油汽車的發(fā)動(dòng)機(jī)。它主要由轉(zhuǎn)子總成、定子總成、電機(jī)殼、前/后端蓋、變速箱、旋變組件及冷卻水道等元器件組成,如圖1所示。
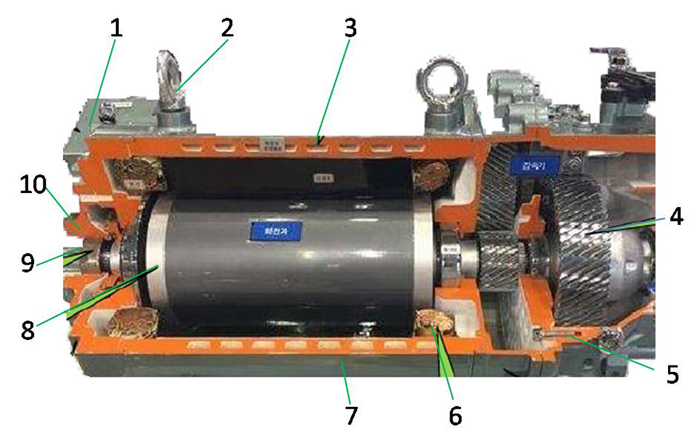
圖1 新能源汽車電機(jī)的結(jié)構(gòu)示意
1-動(dòng)力接頭 2-吊環(huán)螺釘 3-冷卻水道 4-變速箱 5-前端蓋
6-定子總成 7-電機(jī)殼 8-轉(zhuǎn)子總成 9-旋變組件 10-后端蓋
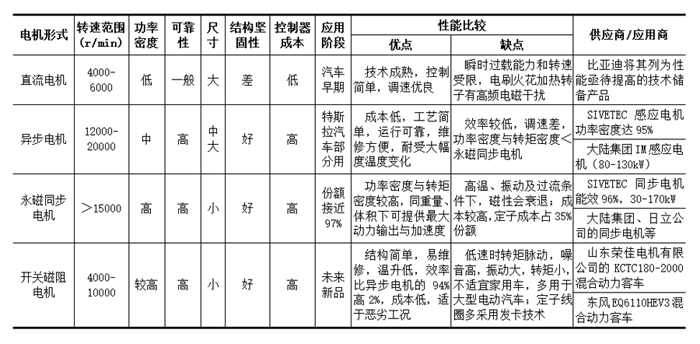
新能源汽車推向市場(chǎng)以來(lái),用過(guò)的驅(qū)動(dòng)電機(jī)形式有直流電機(jī)、異步電機(jī)、永磁同步電機(jī)和開(kāi)關(guān)磁阻電機(jī)等。這些電機(jī)受其轉(zhuǎn)速范圍、功率密度、可靠性、制造成本等因素的影響,有的成為汽車新能源主流首選部件,有的被列為新生代儲(chǔ)備件,有的則被淘汰。新能源汽車的電機(jī)形式及性能比較,見(jiàn)下表。
表 新能源汽車的電機(jī)形式及性能比較
2. 定子總成及制造
新能源汽車永磁同步電機(jī)的定子總成涉及線圈、鐵芯、齒極和機(jī)殼等組件,如圖2所示。據(jù)統(tǒng)計(jì),定子總成約占永磁電機(jī)成本的35%;再者新能源汽車個(gè)性化定制需求愈來(lái)愈大,多數(shù)車型處于中小批量狀態(tài),配裝的永磁電機(jī)呈現(xiàn)結(jié)構(gòu)多變、性能寬泛、訂單急切及定子直徑不等(80-400mm)的小眾化現(xiàn)象。由此,高成本的定子總成生產(chǎn)不可繼續(xù)沿用傳統(tǒng)制造方案,而是采用發(fā)卡技術(shù)、數(shù)字技術(shù)和信息技術(shù)等手段,提高定子產(chǎn)線的柔性度、集成度與高效率,進(jìn)而減少空間占用、縮短交付周期及降低生產(chǎn)成本。

圖2 新能源汽車永磁同步電機(jī)的定子總成示意
1-齒極 2-機(jī)殼 3-線圈 4-鐵芯
(1)定子總成的工藝路線
定子總成的通常工藝路線,如圖3所示。該路線未涉及機(jī)殼內(nèi)孔的機(jī)械加工及定子鐵芯的沖壓疊鉚整形和焊接處理。
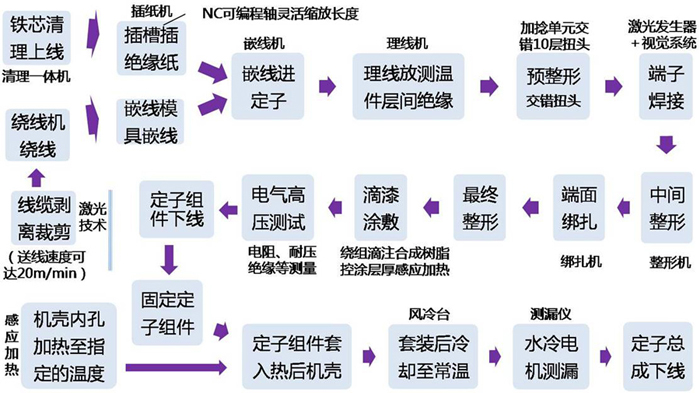
圖3 定子總成的通常工藝路線
(2)定子總成的制造
分析定子總成的通常工藝路線可知,永磁電機(jī)的定子需經(jīng)組件制作及后續(xù)套入機(jī)殼內(nèi)孔兩大階段,方可成為一套合格的完整總成器件;所用裝備涉及工控性質(zhì)的清理機(jī)、嵌線機(jī)、理線機(jī)、綁扎機(jī)等,也有激光技術(shù)的裁剪機(jī)、焊接機(jī),還有伺服軸定位的插紙機(jī)、加熱機(jī)、整形機(jī)和套裝機(jī),更有易燃易爆的浸漆、烘干設(shè)備,如圖4所示。
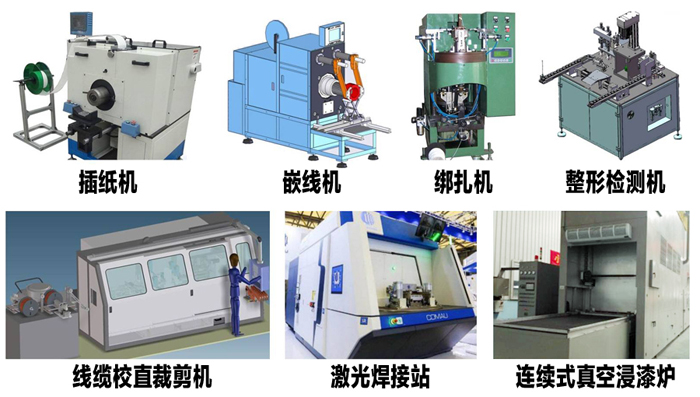
圖4 定子總成制造所用裝備示意
1-插紙機(jī) 2-嵌線機(jī) 3-綁扎機(jī) 4-整形檢測(cè)機(jī)
5-線纜校直裁剪機(jī) 6-激光焊接站 7-連續(xù)式真空浸漆爐
作業(yè)設(shè)備多,投資數(shù)額大,工序流轉(zhuǎn)長(zhǎng),占地面積廣,產(chǎn)品切換慢,機(jī)殼薄壁減材加工,這些是定子總成制造路線的顯著特點(diǎn)。在瞬息萬(wàn)變的個(gè)性化市場(chǎng)時(shí)代,電機(jī)制造商應(yīng)采用機(jī)器人裝卸料替代大量人工吊裝,采用AGV小車或懸掛鏈輸送定子件,采用數(shù)字化裝備提高換型柔度,采用互聯(lián)網(wǎng)進(jìn)行零件信息、產(chǎn)線狀態(tài)、在線實(shí)控、訂單分發(fā)等數(shù)據(jù)采集分析,采用液/氣壓自定心快換多工位夾具(見(jiàn)圖5)進(jìn)行減材件的快速夾松,采用云平臺(tái)進(jìn)行元器件供貨商的最優(yōu)協(xié)同派單,以此實(shí)現(xiàn)定子制造的降本控制,短期內(nèi)快速換型完成小批量電機(jī)的制造,表面粗糙度和圓度分別不超過(guò)Ra1.6μm與8μm。
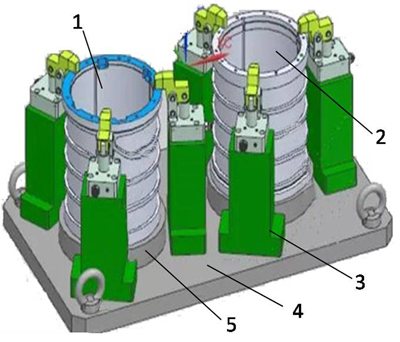
圖5 電機(jī)殼減材用液/氣壓自定心快換多工位夾具示意
1、2-電機(jī)殼 3-夾松結(jié)構(gòu) 4-夾具底座 5-定位支承
3. 轉(zhuǎn)子總成及制造
近年,包括特斯拉MODEL3在內(nèi),幾乎所有電動(dòng)汽車(EV)和混合動(dòng)力汽車(HEV)都裝用內(nèi)置式永磁體同步磁阻電機(jī)(IPMSynRM)。這類電機(jī)的轉(zhuǎn)子總成主要由轉(zhuǎn)子軸、轉(zhuǎn)子鐵芯、永磁體(又稱磁鋼)及其前后擋板等件構(gòu)成,如圖6所示。

圖6 IPMSynRM的轉(zhuǎn)子總成爆炸示意
1-發(fā)卡定子線圈 2-轉(zhuǎn)子鐵芯截面 3-軸承 4-永磁體前擋板
5-止動(dòng)墊圈 6-永磁體 7-永磁體后擋板 8-轉(zhuǎn)子軸 9-定子鐵芯
不同廠商的IPMSynRM在技術(shù)上各不相同,主要是永磁體的尺寸、位置、形狀和數(shù)量等方面的差異。從原理、設(shè)計(jì)到制作的每一環(huán)節(jié),任意一個(gè)小變化,特斯拉、BBA(奔馳+寶馬+奧迪)、兩田(豐田+本田)等廠商均會(huì)進(jìn)行多頻次的軟件仿真和硬件測(cè)試,形成獨(dú)有的核心知識(shí)產(chǎn)權(quán)。
菲索瑪特Felsomat公司采用模塊化的智能制造集成化方案,創(chuàng)新轉(zhuǎn)子設(shè)計(jì),通過(guò)軟件獲取鐵芯的合成磁場(chǎng)圖,改善鐵芯角度和永磁形式,優(yōu)化工藝路線,進(jìn)行數(shù)字化切削、自動(dòng)化裝配及數(shù)據(jù)化分析,使電機(jī)轉(zhuǎn)子經(jīng)內(nèi)置永磁和V形開(kāi)槽對(duì)應(yīng)產(chǎn)生永磁轉(zhuǎn)矩與磁阻轉(zhuǎn)矩,最終實(shí)現(xiàn)電機(jī)低速的最大轉(zhuǎn)矩角和高速工況的弱磁。
(1)轉(zhuǎn)子總成的工藝路線
轉(zhuǎn)子總成的通常工藝路線,如圖7所示。轉(zhuǎn)子軸減材制造涉及外圓和臺(tái)階的車削與磨削,花鍵的滾切,鍵槽的銑削,內(nèi)圓的車削與鏜削,螺栓孔的鉆、擴(kuò)、攻及倒角等。表磁測(cè)試涉及磁極數(shù)、極性、磁極峰值、角度、面積、寬度和半寬高等參數(shù)檢測(cè)。
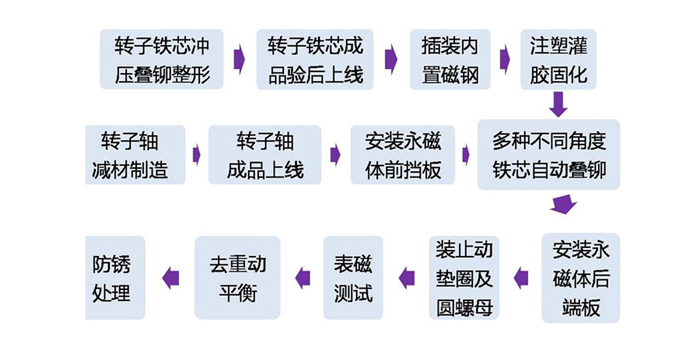
圖7 轉(zhuǎn)子總成的通常工藝路線
(2)轉(zhuǎn)子總成的制造
歷史數(shù)據(jù)表明,在永磁電機(jī)制造中,原材料成本和加工成本占電機(jī)成本的絕大部分。其中,釹鐵硼等稀土材料的永磁體成本約占總成本的44.9%,鋼材和銅繞組結(jié)合的定子鐵芯成本占17.4%,鎂鋁合金材質(zhì)機(jī)殼和鋼質(zhì)轉(zhuǎn)子的成本分別占12.8%與7.5%。一旦原材料價(jià)格上浮和用工成本增大,永磁電機(jī)成本勢(shì)必增加,新能源汽車售價(jià)必會(huì)隨之浮動(dòng)。
因此,國(guó)內(nèi)電機(jī)供應(yīng)商可借鑒歐美、日韓企業(yè)電機(jī)降本的有效措施,使電機(jī)產(chǎn)品具有集成化、輕量化、個(gè)性化的耐用、低價(jià)、安全特點(diǎn),從而使電驅(qū)動(dòng)系的峰值功率密度和連續(xù)功率密度可在2020年4kW/kg與2.2kW/kg的基礎(chǔ)上連續(xù)倍增。這些措施包括:轉(zhuǎn)子軸和支承零件等采用耐磨非金屬材料替代,以降低系統(tǒng)總重和成本;探索應(yīng)用新型材料,如覆蓋巴克明斯特富勒烯分子的鈷薄膜,以解決稀土資源的匱乏及開(kāi)采中的毒副作用和環(huán)境破壞問(wèn)題;通過(guò)優(yōu)化電機(jī)結(jié)構(gòu),如極槽比、齒槽比、裂比等,提高材料利用率;重置工藝路線,去庫(kù)存,優(yōu)流程,省資源,除內(nèi)耗,提效益;引入金屬3D打印,取代流程長(zhǎng)、設(shè)備多、固資大的生產(chǎn)線;加大自動(dòng)裝配和柔性切削覆蓋度,在磁鋼插裝、零件裝卸、表磁測(cè)試、塑膠固化等環(huán)節(jié)全部采取機(jī)器人操作,轉(zhuǎn)子軸、擋板、墊圈、端蓋和變速器底殼等件的加工在自動(dòng)化產(chǎn)線上完成(見(jiàn)圖8),通過(guò)減少殘次廢品和提高班產(chǎn)量來(lái)降低單件成本等。

1-電機(jī)端蓋
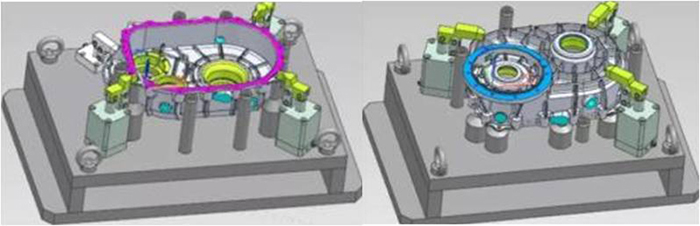
2-變速器底殼
圖8 柔性切削下電機(jī)端蓋和變速器底殼的快速裝夾示意
4. 定轉(zhuǎn)子合裝測(cè)試及制造
在機(jī)床展覽會(huì)、新產(chǎn)品發(fā)布會(huì)以及制造企業(yè)培訓(xùn)班上,很多數(shù)控裝備運(yùn)維者都看過(guò)發(fā)那科工廠伺服電機(jī)生產(chǎn)、裝配、測(cè)試、包裝一條龍的無(wú)人制造視頻(見(jiàn)圖9)。通過(guò)生產(chǎn)設(shè)備網(wǎng)絡(luò)化搭建車間物聯(lián)網(wǎng)、生產(chǎn)數(shù)據(jù)可視化進(jìn)行生產(chǎn)決策、生產(chǎn)文檔無(wú)紙化助力高效綠色制造、生產(chǎn)過(guò)程透明化實(shí)現(xiàn)中樞神經(jīng)總控、生產(chǎn)現(xiàn)場(chǎng)無(wú)人化提高產(chǎn)量和質(zhì)量,發(fā)那科公司實(shí)現(xiàn)了月生產(chǎn)伺服電機(jī)18萬(wàn)臺(tái)、銷售額占世界市場(chǎng)50%、日本國(guó)內(nèi)市場(chǎng)70%的業(yè)績(jī)突破。

1-車削電機(jī)零件 2-電機(jī)自動(dòng)裝配 3-油漆噴涂
圖9 發(fā)那科伺服電機(jī)無(wú)人車間示意
建議國(guó)內(nèi)電機(jī)供應(yīng)商參考借鑒發(fā)那科公司建廠、建線經(jīng)驗(yàn),吸收其在效率發(fā)揮、業(yè)務(wù)拓展、人事優(yōu)化、財(cái)務(wù)管理等方面的精髓,打造定轉(zhuǎn)子合裝測(cè)試(見(jiàn)圖10)無(wú)人車間,通過(guò)深度學(xué)習(xí)、網(wǎng)絡(luò)搭建、聚智創(chuàng)新、協(xié)同配售、精準(zhǔn)營(yíng)銷等手段,實(shí)現(xiàn)永磁電機(jī)基于操作智能、運(yùn)營(yíng)智能和商業(yè)智能三個(gè)層次的全流程化經(jīng)銷,從而在闊步騰飛的新能源汽車市場(chǎng)上分得滿滿一杯羹。

圖10 定轉(zhuǎn)子合裝測(cè)試參考路線
5. 結(jié)束語(yǔ)
新能源汽車個(gè)性化定制愈來(lái)愈強(qiáng),購(gòu)車者不再局限于座椅舒適、音效動(dòng)感、外飾流線、天窗全景、雷達(dá)泊車等功能喜好,更多地追求制動(dòng)防抱死、車身防翻滾、上坡輔助、陡坡緩降、續(xù)航持久(如北汽EU7為451-550kM),以及驅(qū)動(dòng)電機(jī)的最大輸出功率、最大轉(zhuǎn)矩、最高車速和百公里加速時(shí)間等性能。配置一旦選定,余下的就是交易價(jià)格和售服保養(yǎng)了。如果車企的電機(jī)利潤(rùn)幅度大,那么定額優(yōu)惠下的成交幾率便大大增加。這也就是三電之一的驅(qū)動(dòng)電機(jī)部件全面實(shí)施智能制造的必要體現(xiàn)。
展會(huì)基本信息:
名稱:第十二屆中國(guó)數(shù)控機(jī)床展覽會(huì)(CCMT2022)
展期:2022年4月11-15日
地點(diǎn):上海浦東 上海新國(guó)際博覽中心
主辦:中國(guó)機(jī)床工具工業(yè)協(xié)會(huì)
承辦:中國(guó)機(jī)床工具工業(yè)協(xié)會(huì)
上海市國(guó)際展覽有限公司
作者:劉勝勇 重汽(濟(jì)南)車橋有限公司 來(lái)源:《世界制造技術(shù)與裝備市場(chǎng)(WMEM)》雜志2021年第6期 責(zé)編:梅峰


